Egg Tray Dyes

This series is specifically designed for egg tray dyes and dyes for various molded pulp products. Available in both liquid concentrate and powder forms, these dyes are engineered for coloring recycled pulp packaging. Leveraging advanced fiber adsorption technology, they deliver vibrant and saturated colors while maintaining excellent eco-friendliness and cost-effectiveness. It is a comprehensive, one-stop coloring solution for the molded pulp packaging industry.
Primary Applications:
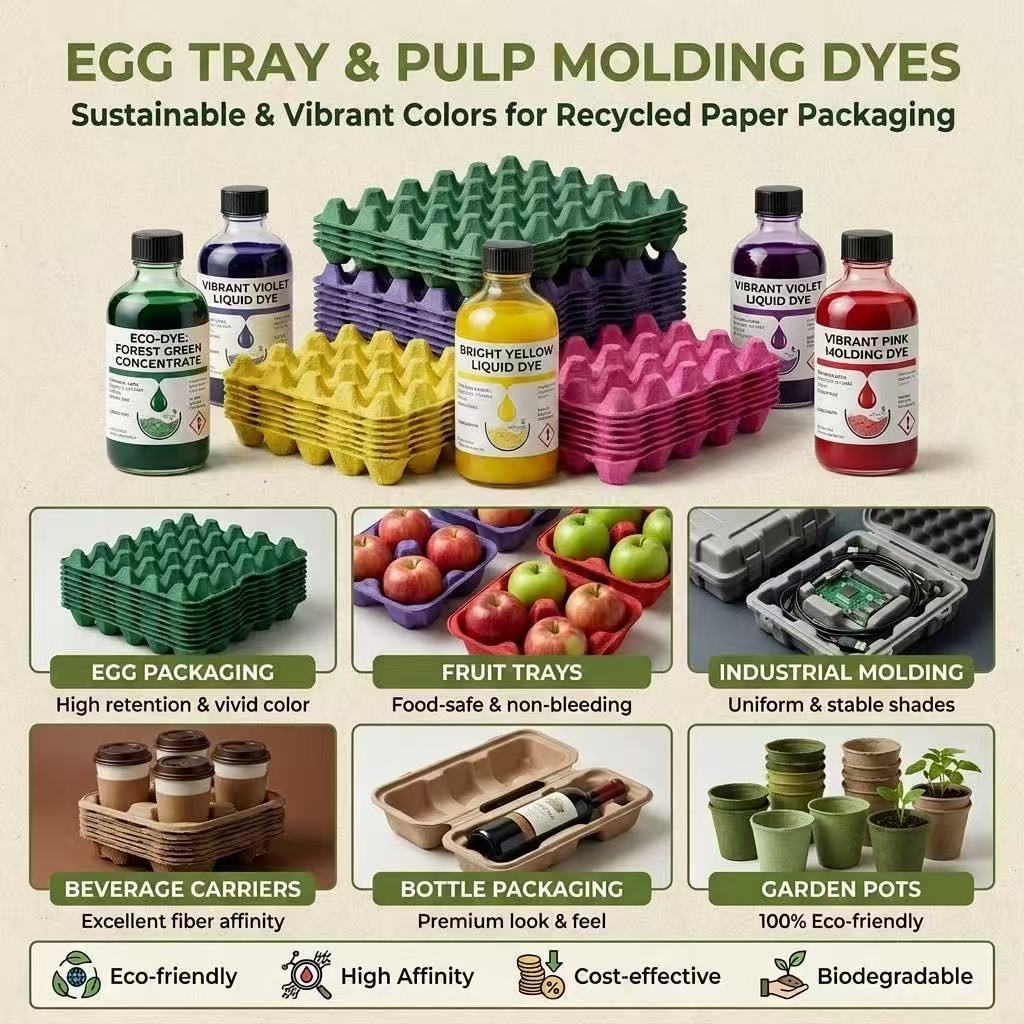
Egg Packaging: Ideal for coloring various egg trays. Features strong color adhesion and uniform, saturated coloring, resulting in high visual recognition for the final products.
Fruit & Vegetable Pulp Trays: Specially formulated for fresh produce trays. Complies with food-contact safety standards, ensuring no color bleeding or fading that could contaminate the produce.
Industrial Pulp Inserts: Used for cushioning inserts of electronic components and precision devices. Guarantees stable batch-to-batch color difference and consistent tone.
Beverage Delivery Carriers: Perfect for takeaway cup carriers (e.g., milk tea, coffee). Exhibits excellent affinity with paper fibers, ensuring long-term colorfastness without fading.
Wine Buffer Packaging: Designed for the inner linings of red wine and bottled beverages, significantly enhancing the packaging texture and elevating the product’s premium appeal.
Gardening Pulp Pots: Suitable for coloring biodegradable seedling pots. Fully eco-friendly and biodegradable throughout its lifecycle, perfectly aligning with the positioning of ecological gardening products.
Key product advantages:
1. Outstanding Coloring Performance
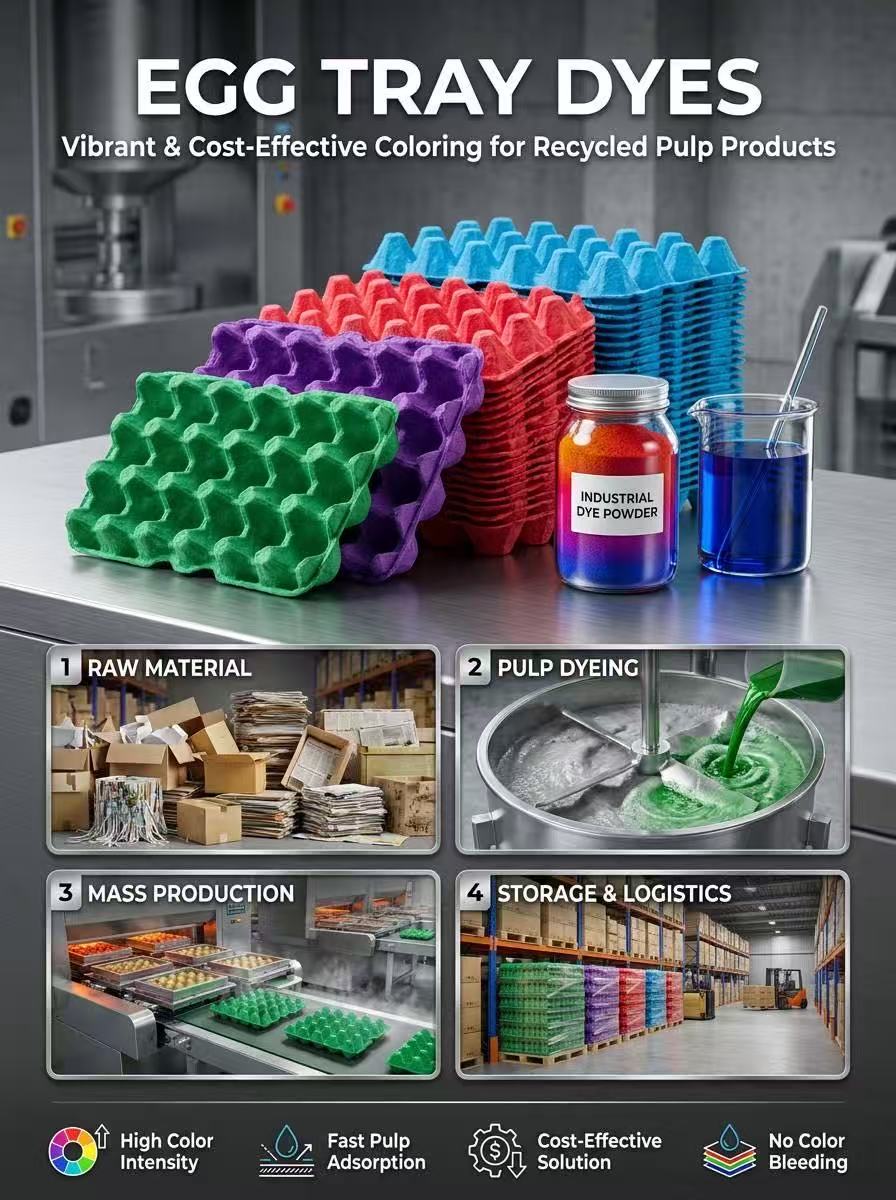
Features high color saturation and rapid coloring speed. The product ensures uniform color tone, completely eliminating localized color variations or mottling. This guarantees a unified and refined visual appearance for the finished products.
2. Hassle-Free Production & Usage
The liquid concentrate can be used directly by diluting with water, while the powder form features a simple dissolution process without the need for complex additives. It seamlessly integrates into your factory’s existing pulping workflow without requiring additional equipment modifications. This highly cost-effective coloring solution effectively controls production costs.
3. Safe & Reliable Compliance
Dyes formulated for fruit and vegetable pulp trays meet food-grade safety standards. Once colored, there is no dye leaching or bleeding, ensuring zero risk of contaminating fresh produce or food. You can safely use them for food-contact packaging.
4. Exceptional Eco-Friendliness
Manufactured with an eco-friendly formula, the finished packaging is fully biodegradable after disposal. It can also be recycled and repulped to serve as raw material for recycled paper production.
5. Superior Storage & Transport Stability
After coloring, the finished products exhibit excellent rub and compression resistance, preventing scuffing or fading. They maintain a stable and pristine appearance even during long-distance transportation.
6. Extensive Color Options
Available in a wide range of color systems, including green, yellow, purple, red, blue, and pink. It not only meets the basic coloring needs for standard egg trays but also supports custom shades, perfectly catering to the differentiated visual requirements of branded packaging.
Welcome to contact with us–the Rhodamine B leading manufacturer in China.

Contact person: Miss Jessie Geng
Email:jessie@xcwychem.com
Mobilephone/Whatsapp: +86-13503270825